Coster Tecnologie Speciali è un’azienda Trentina specializzata nella realizzazione di valvole e accessori per bombolette spray, con filiali in tutto il mondo. Nel 1996 è stato inaugurato lo stabilimento Coster3 dedicato alle unità di produzione di valvole aerosol, con moderni reparti di tranciatura fondelli, assemblaggio valvole e stampaggio componenti funzionanti in maniera totalmente automatica.
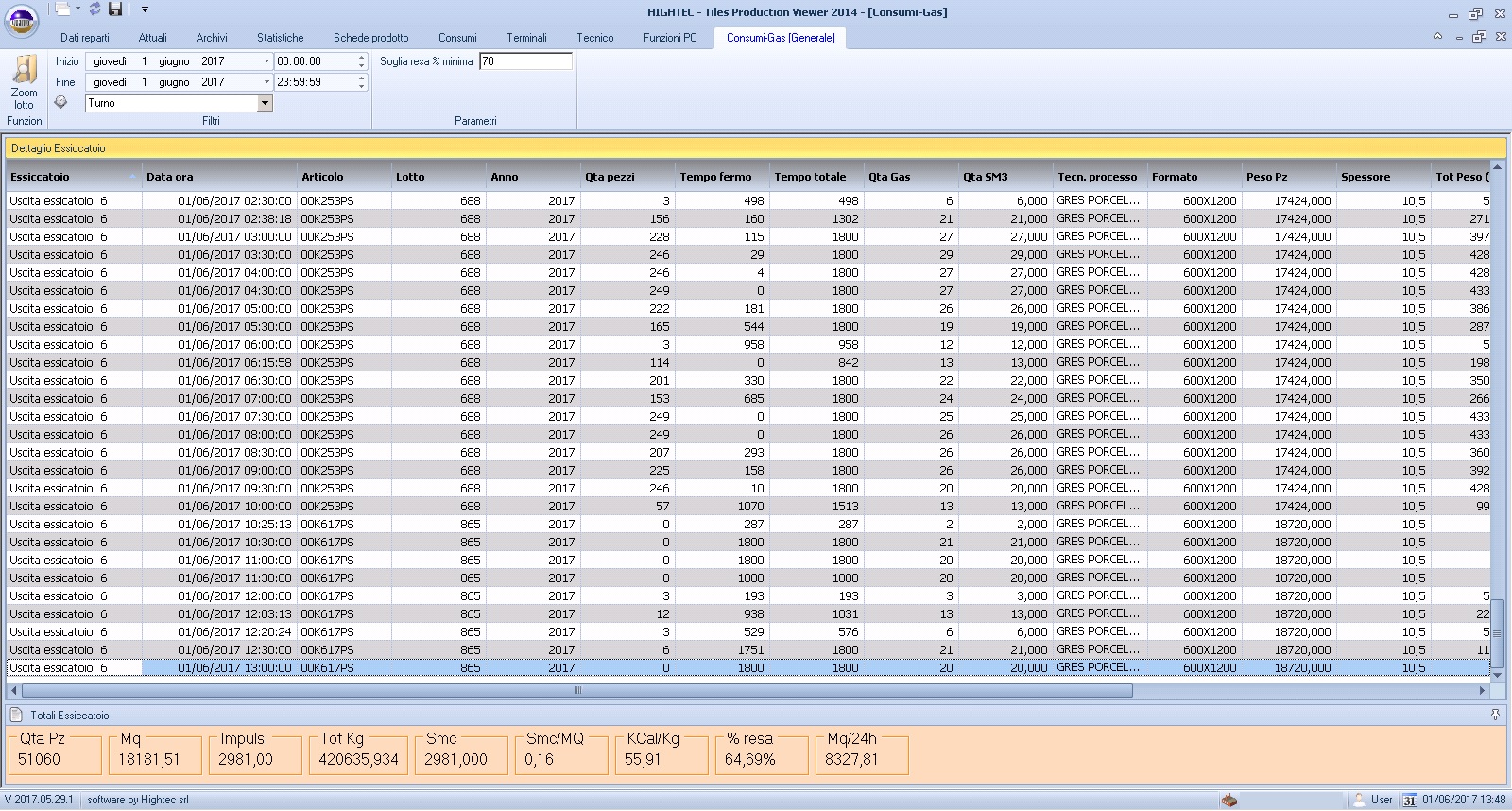
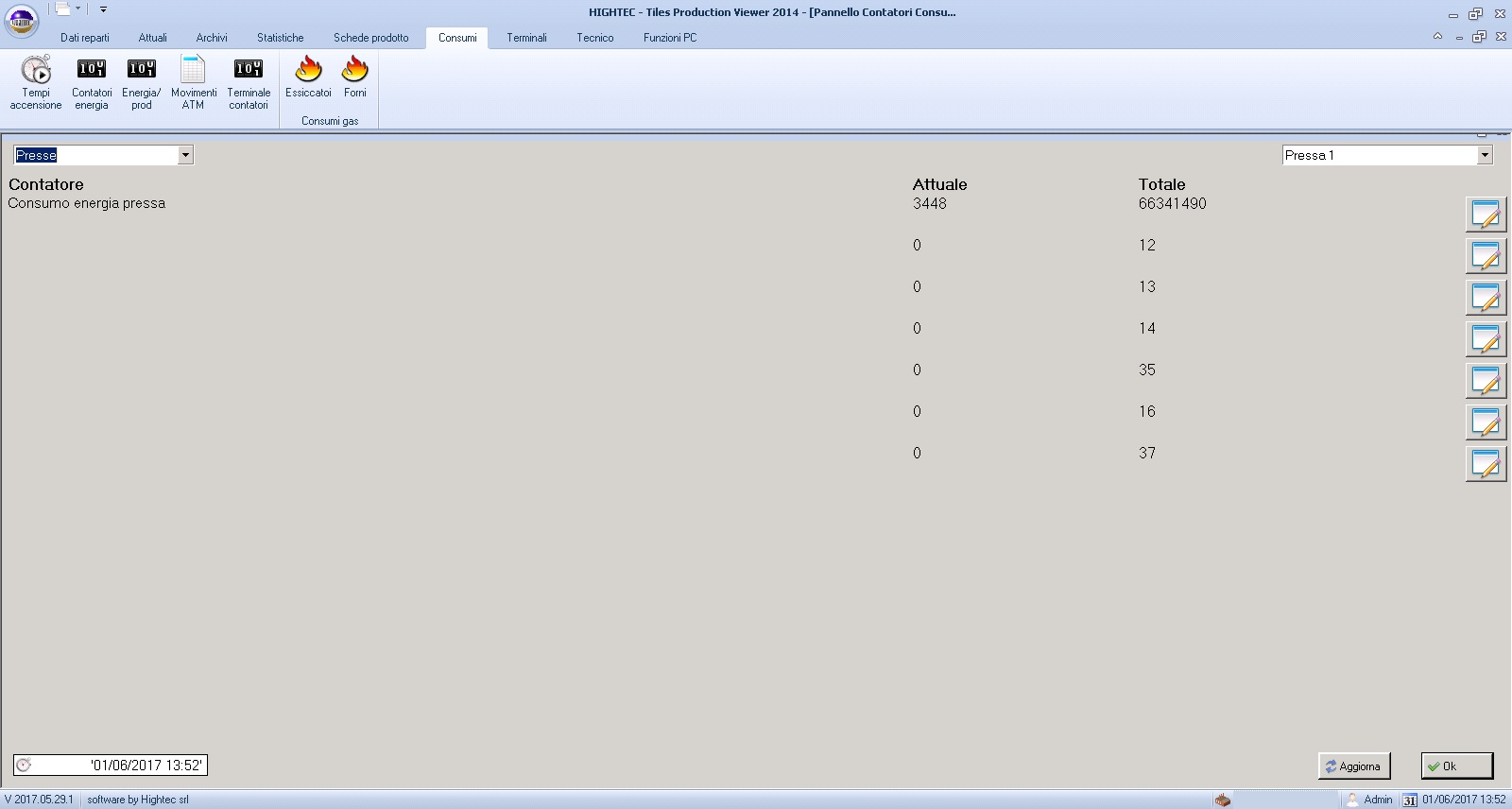
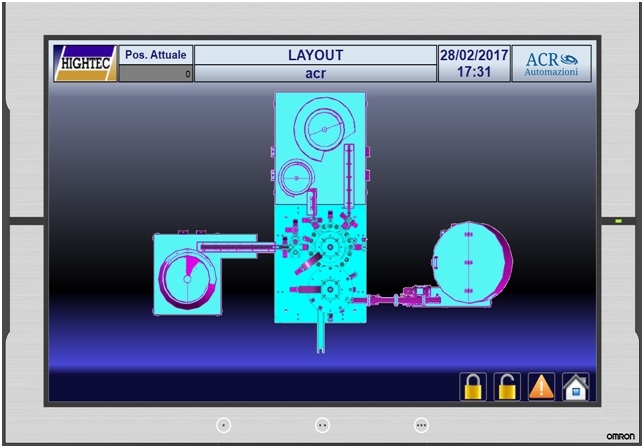
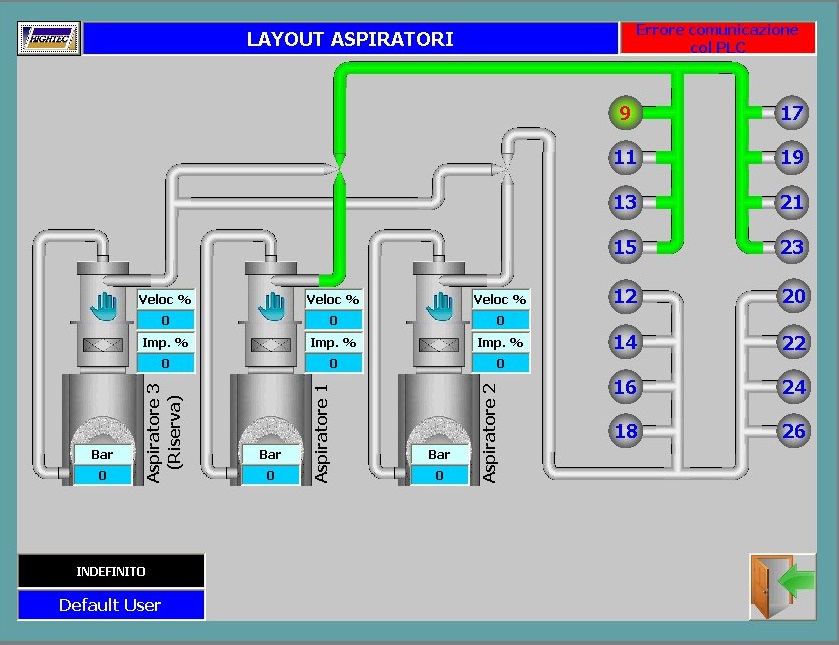
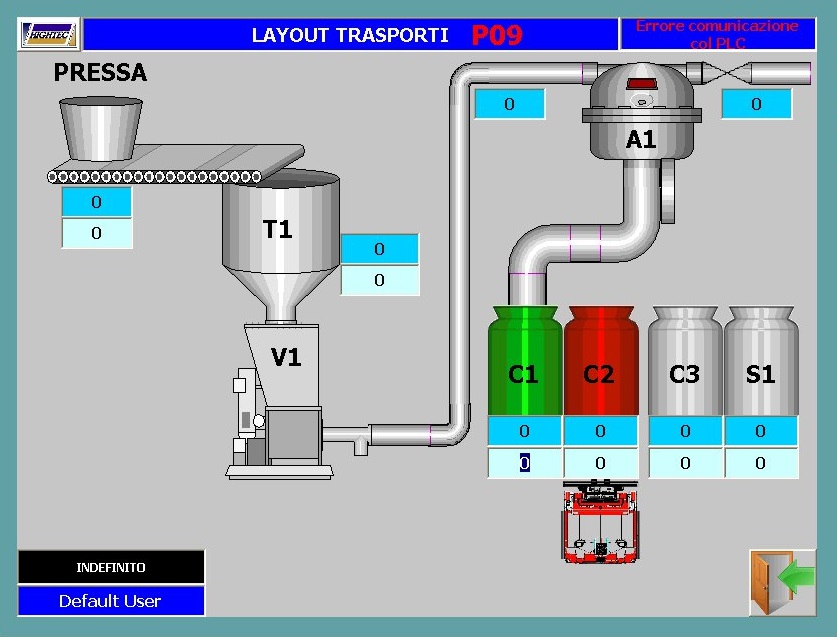
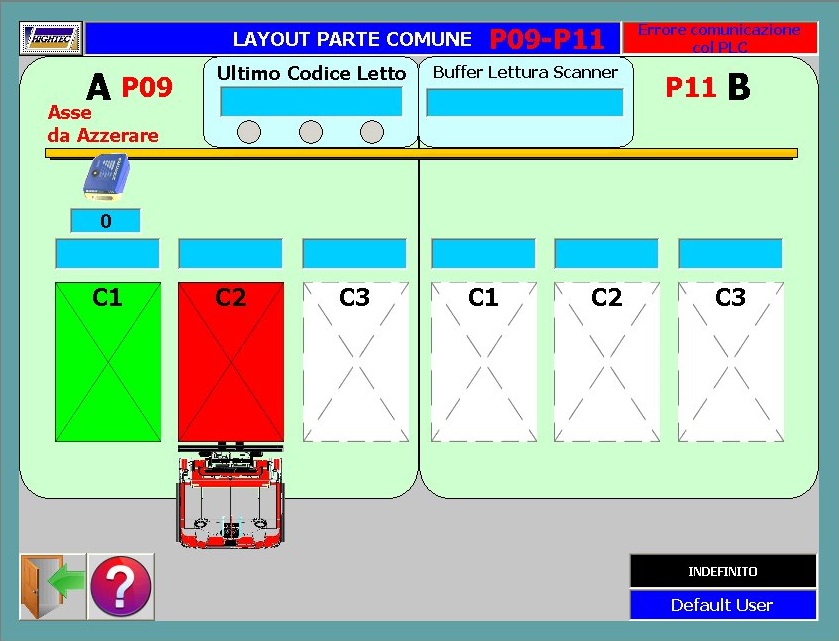
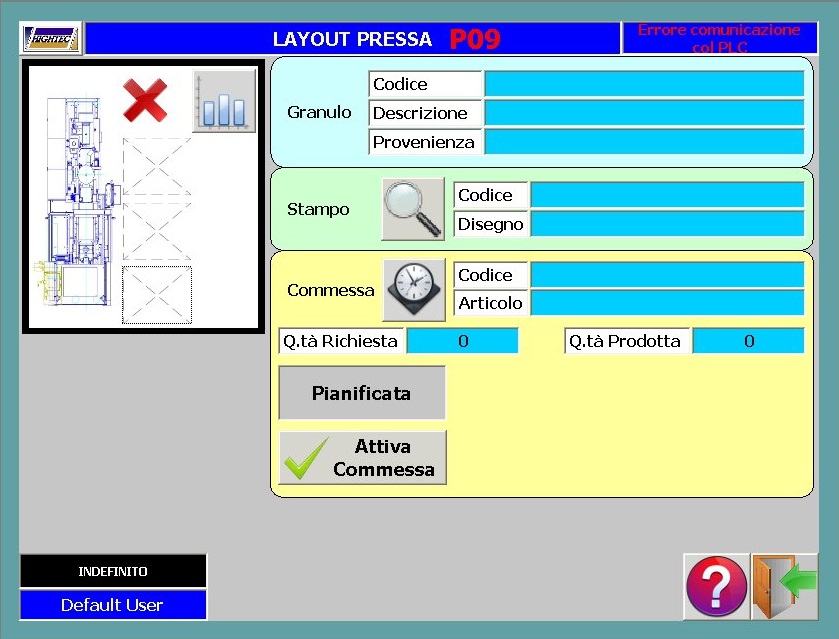
Il progetto sviluppato da Siemens e Hightec per Coster ha avuto come scopo la realizzazione di un nuovo reparto di produzione semilavorati plastici per gestire la produzione di alcune decine di presse automatiche, un sistema di carrelli automatici (LGV) per l’approvvigionamento di materia prima, lo smaltimento del prodotto e un sistema di etichettatura automatico e pallettizzazione, interfacciato con il sistema centralizzato per le fasi di ricevimento della commessa da produrre e di versamento dei prodotti finiti.
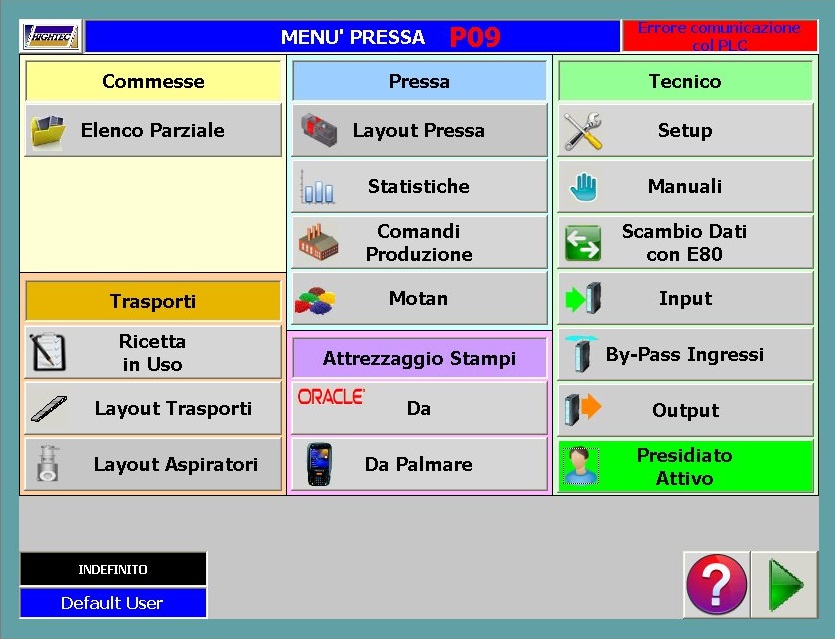
Avendo Coster la necessità di una produzione continua del reparto di stampaggio componenti, il sistema doveva essere contraddistinto da massima affidabilità e modularità e da un funzionamento stand alone che non richiedesse il collegamento con il server centrale. Inoltre, l’azienda esigeva che non si verificassero fermi macchina. La soluzione si è basata su un’architettura distribuita in grado di gestire tutto il reparto di stampaggio tramite una rete Profinet dimensionata per ottenere ridondanza dove necessario, senza l’ausilio di sistemi in back-up a caldo, utilizzati invece per applicazioni più critiche.
La soluzione che si è identificata è stata l’adozione del PLC Simatic di Siemens con la seguente configurazione:
CPU S7-400 modello 417
CPU Safety serie IM151-8F PN/DP
Periferica Decentrata Profinet IM151-3 PN/HF
Rif.: “Automazione e Strumentazione: Elettronica Industriale” Marzo 2014.
http://automazione-plus.it/brochure/as/2-2014/files/assets/basic-html/page48.html
http://automazione-plus.it/brochure/as/2-2014/files/assets/basic-html/page49.html